
وقت: مارس 2024
الظاهرة المولدة:
من الواضح أن جرعة 6% تؤدي إلى مشكلة السواد، لكن 3% و5% أسوأ من ذلك. هذا غير منطقي.
الحالات والأغراض:
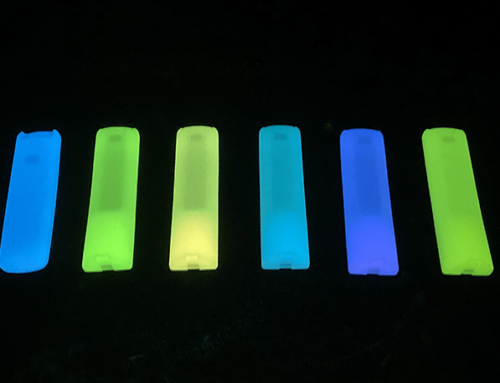
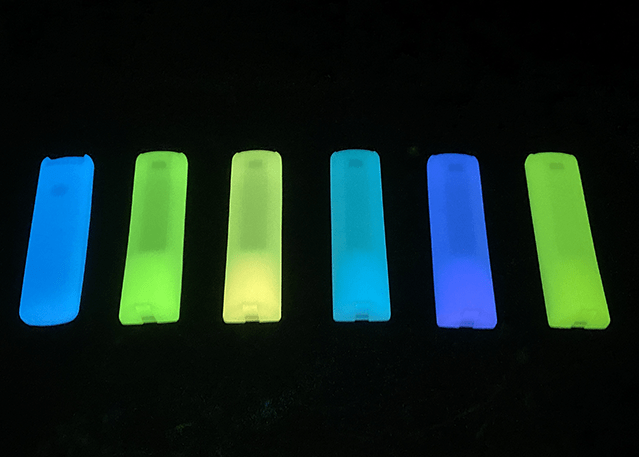
حقن القالب بخمس جرعات مختلفة من الصبغة المتوهجة في الظلام، لمعرفة الأنسب.

التحليل والحلول:
في عملية قولبة حقن البلاستيك، يعد استخدام الأصباغ المتوهجة في الظلام التي تسبب اسوداد المنتج مشكلة شائعة. يحدث هذا لأن جزيئات الصبغة صلبة جدًا ويمكنها بسهولة إزالة الشوائب المعدنية من الجدران الداخلية والمسامير بسبب الاحتكاك، مما يؤدي إلى اسوداد المنتج. بالإضافة إلى ذلك، يمكن لهذه الشوائب أيضًا أن تحجب بعض الضوء، مما يقلل من سطوع توهج المنتج.
عادة، كلما زادت نسبة الصبغة المتوهجة في الظلام المضافة، كلما كان المنتج أكثر عرضة للتحول إلى اللون الأسود. ومع ذلك، في هذه الحالة، انتهى الأمر بالمنتجات التي تحتوي على تركيز الصباغ 3% و5% إلى أن تكون أغمق من تلك التي تحتوي على 6%، وهي ظاهرة غير متسقة منطقيًا، مما يسبب ارتباكًا للعميل.
في الواقع، لا يرتبط اسوداد المنتج بنسبة الصبغة المتوهجة في الظلام المضافة فحسب، بل يرتبط أيضًا بشكل كبير بحالة معدات الإنتاج. حتى لو كان نفس العميل يستخدم نفس النسبة من نفس الصباغ، فقد تنتج آلات قولبة بالحقن المختلفة منتجات ذات نوعية جيدة أو منتجات سوداء. ويرجع ذلك إلى الاختلافات في الإعدادات الداخلية لآلات الحقن، مثل حجم المساحة والتباعد بين المكونات، مما يؤثر على حجم الاحتكاك الذي يتم مواجهته. الآلات التي تولد احتكاكًا أكبر تنتج بشكل طبيعي منتجات أكثر عرضة للسواد.
عند تلقي الملاحظات من العميل، أخذنا في الاعتبار على الفور الاختلافات المحتملة في إعدادات المعدات. وبعد الاستفسار تبين بالفعل أن العينات ذات تراكيز 2% و4% و6% تم إنتاجها دفعة واحدة بآلة واحدة، في حين تم إنتاج تراكيز 3% و5% دفعة ثانية بآلة أخرى. ولذلك، نوصي العميل بتجربة تركيزات 3% و5% على الجهاز الأول ومقارنتها مع الثلاثة الآخرين للحصول على مقارنة مفيدة. لقد فهم العميل نصيحتنا وقبلها بسعادة.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
اترك تعليقا