
Temps: Mars 2024
Phénomène généré:
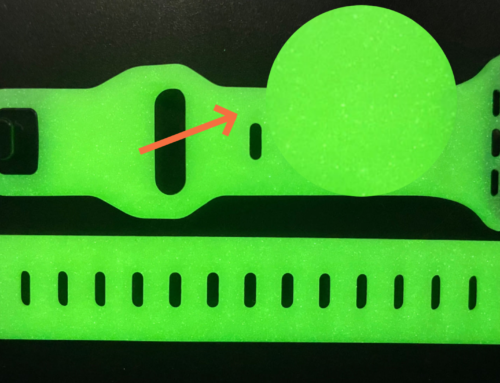
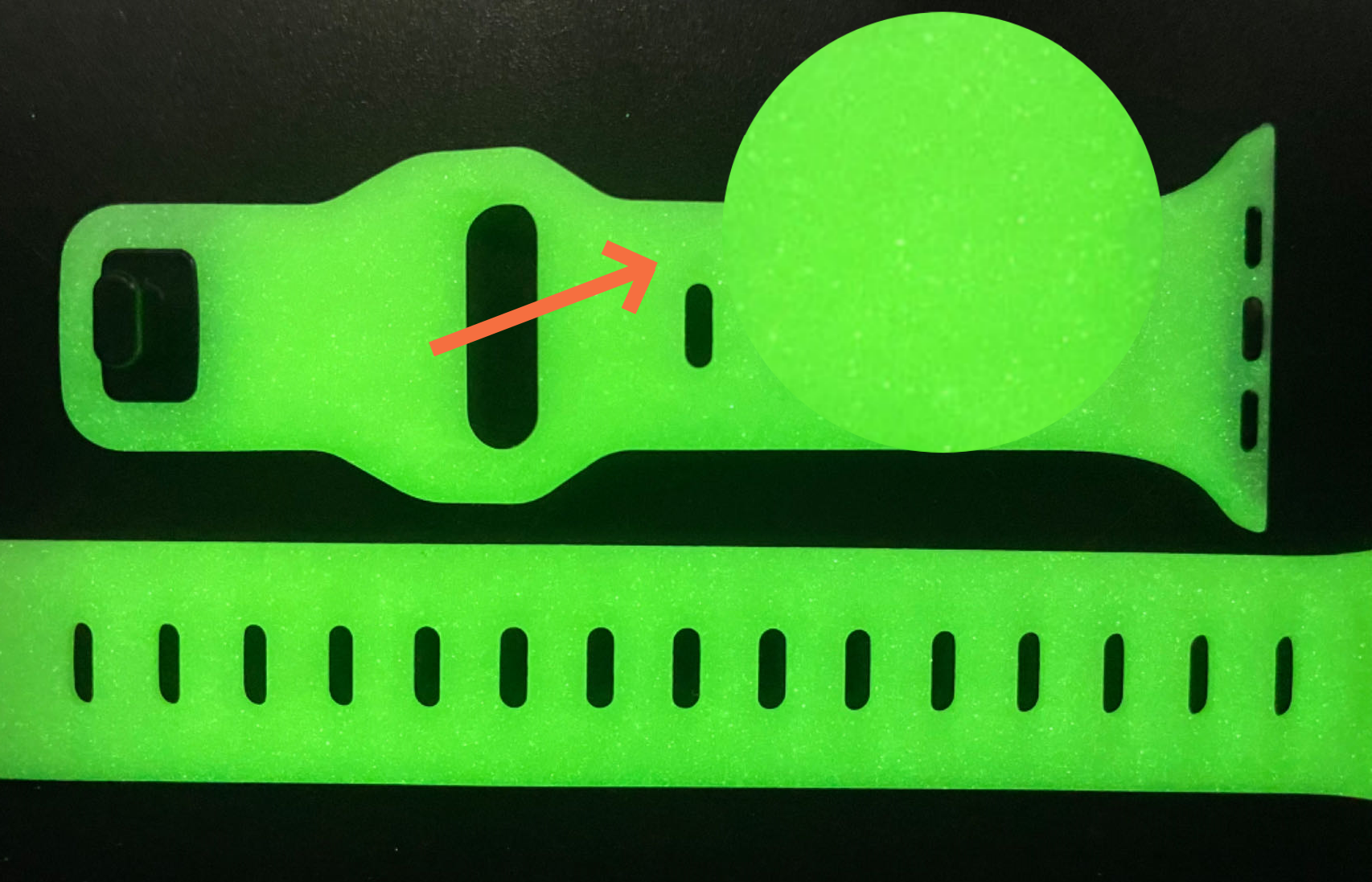
Le dosage de 6% entraîne évidemment un problème de noircissement, mais 3% et 5% sont encore pires. C'est illogique.
Cas et objectifs:
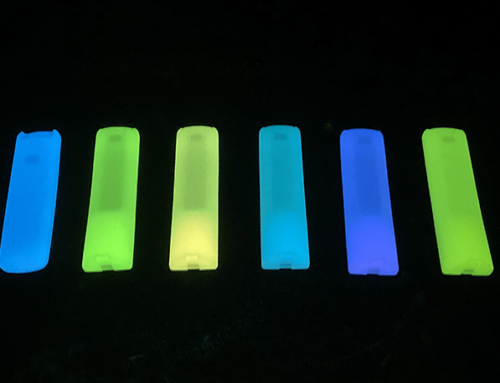
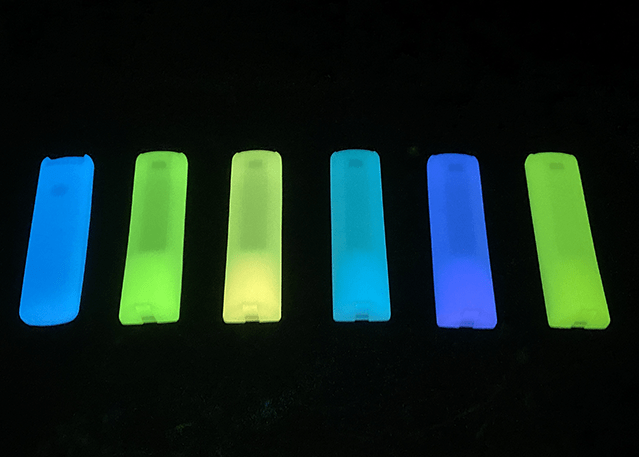
Moulage par injection de 5 dosages différents de pigment phosphorescent, pour trouver celui qui convient le mieux.

Analyse et solutions :
Dans le processus de moulage par injection de plastique, l'utilisation de pigments phosphorescents provoquant le noircissement du produit est un problème courant. Cela se produit parce que les particules de pigment sont assez dures et peuvent facilement éliminer les impuretés métalliques des parois intérieures et des vis en raison de la friction, conduisant au noircissement du produit. De plus, ces impuretés peuvent également obscurcir une partie de la lumière, réduisant ainsi la luminosité du produit.
En règle générale, plus la proportion de pigment phosphorescent ajoutée est élevée, plus le produit est susceptible de noircir. Cependant, dans ce cas, les produits avec une concentration en pigments de 3% et 5% se sont révélés plus foncés que ceux contenant du 6%, un phénomène logiquement incohérent, provoquant ainsi une confusion chez le client.
En fait, le noircissement du produit est lié non seulement à la proportion de pigment phosphorescent ajouté, mais également de manière significative à l'état de l'équipement de production. Même si le même client utilise la même proportion du même pigment, différentes machines de moulage par injection peuvent produire des produits de bonne qualité ou noircis. Cela est dû aux différences dans les paramètres internes des machines d'injection, telles que la taille de l'espace et l'espacement entre les composants, affectant l'ampleur du frottement rencontré. Les machines qui génèrent une plus grande friction produisent naturellement des produits plus sujets au noircissement.
Après avoir reçu les commentaires du client, nous avons immédiatement examiné les différences potentielles dans les paramètres des équipements. Après enquête, il a été constaté en effet que les échantillons avec les concentrations de 2%, 4% et 6% étaient produits en un seul lot avec une seule machine, tandis que les échantillons avec les concentrations de 3% et 5% étaient produits dans un deuxième lot avec une autre machine. Par conséquent, nous avons recommandé au client d'essayer les concentrations de 3% et de 5% sur la première machine et de les comparer avec les trois autres pour une comparaison significative. Le client a compris nos conseils et les a acceptés avec plaisir.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Laissez un commentaire