
時間: 2024年3月
発生した現象:
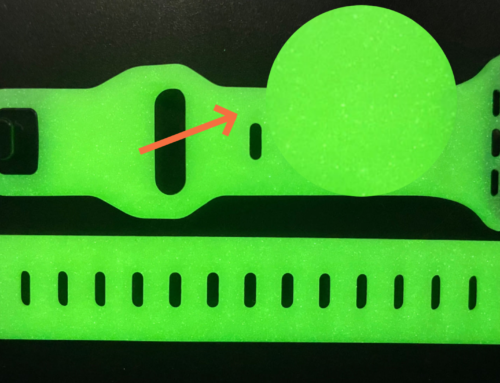
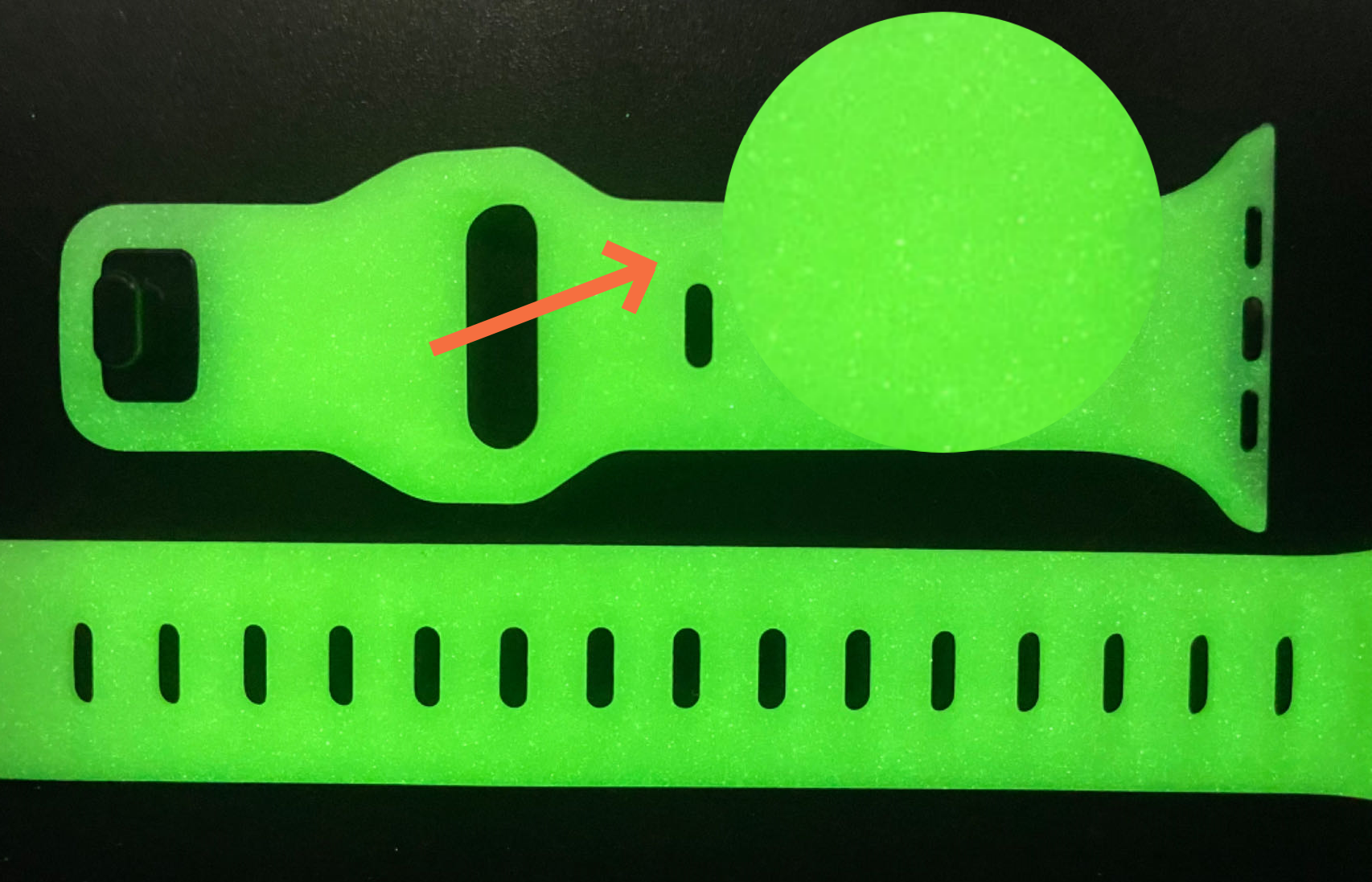
6% の投与量は明らかに黒ずみの問題を引き起こしますが、3% と 5% はさらに悪いです。これは非論理的です。
事例と目的:
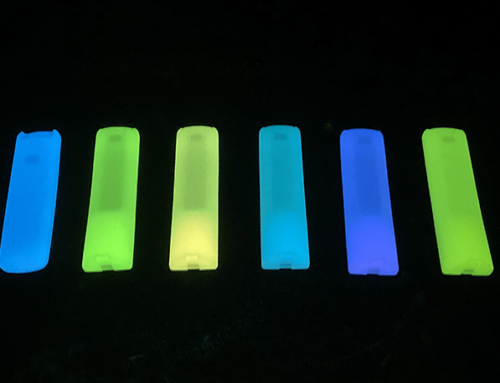
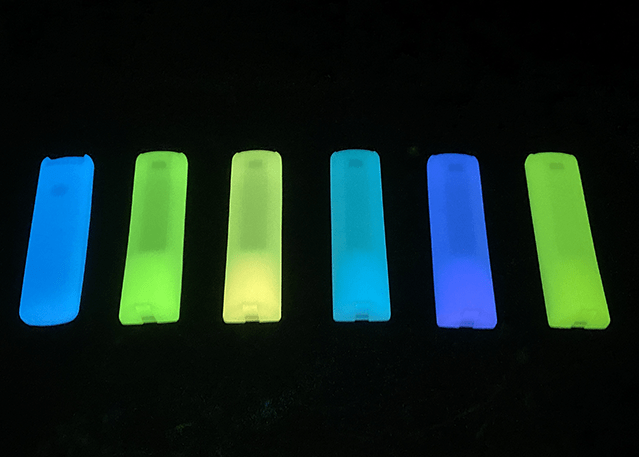
暗闇で光る顔料を 5 種類の異なる量で射出成形し、最適なものを見つけ出します。

分析とソリューション:
プラスチック射出成形のプロセスでは、暗闇で光る顔料の使用により製品が黒くなるという問題がよく発生します。これは、顔料の粒子が非常に硬く、摩擦により内壁やネジから金属不純物が簡単にこすり落とされ、製品が黒くなるためです。さらに、これらの不純物は光の一部を遮り、製品の輝きを低下させることもあります。
通常、蓄光顔料の配合率が高いほど、製品が黒くなりやすくなります。しかし、このケースでは、3% および 5% の顔料濃度の製品が 6% の製品よりも黒くなり、論理的に矛盾した現象となり、顧客に混乱を招きました。
実際、製品の黒ずみは、蓄光顔料の添加割合だけでなく、生産設備の状態にも大きく関係しています。同じ顧客が同じ顔料を同じ割合で使用したとしても、異なる射出成形機では良質の製品や黒ずんだ製品が生産されることがあります。これは、射出成形機の内部設定、たとえば空間の大きさや部品間の間隔の違いが、発生する摩擦の大きさに影響するためです。摩擦が大きい機械では、当然、黒ずみやすい製品が生産されます。
お客様からのフィードバックを受けて、私たちはすぐに機器設定の潜在的な違いについて検討しました。問い合わせたところ、2%、4%、6% 濃度のサンプルは 1 台のマシンで 1 バッチで製造され、3% と 5% 濃度は別のマシンで 2 バッチ目で製造されていたことが実際に判明しました。そのため、意味のある比較を行うために、最初のマシンで 3% と 5% 濃度を試し、他の 3 台と比較することをお客様に推奨しました。お客様は私たちのアドバイスを理解し、喜んで受け入れました。




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
コメントを残す