
Tiempo: marzo, 2024
Fenómeno generado:
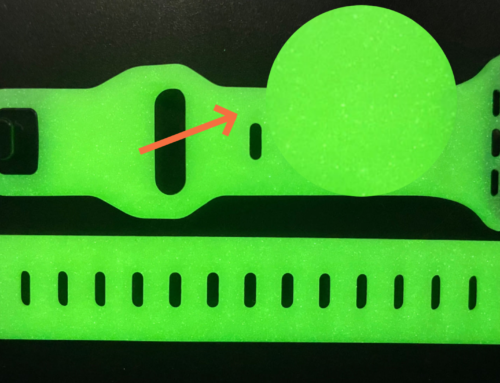
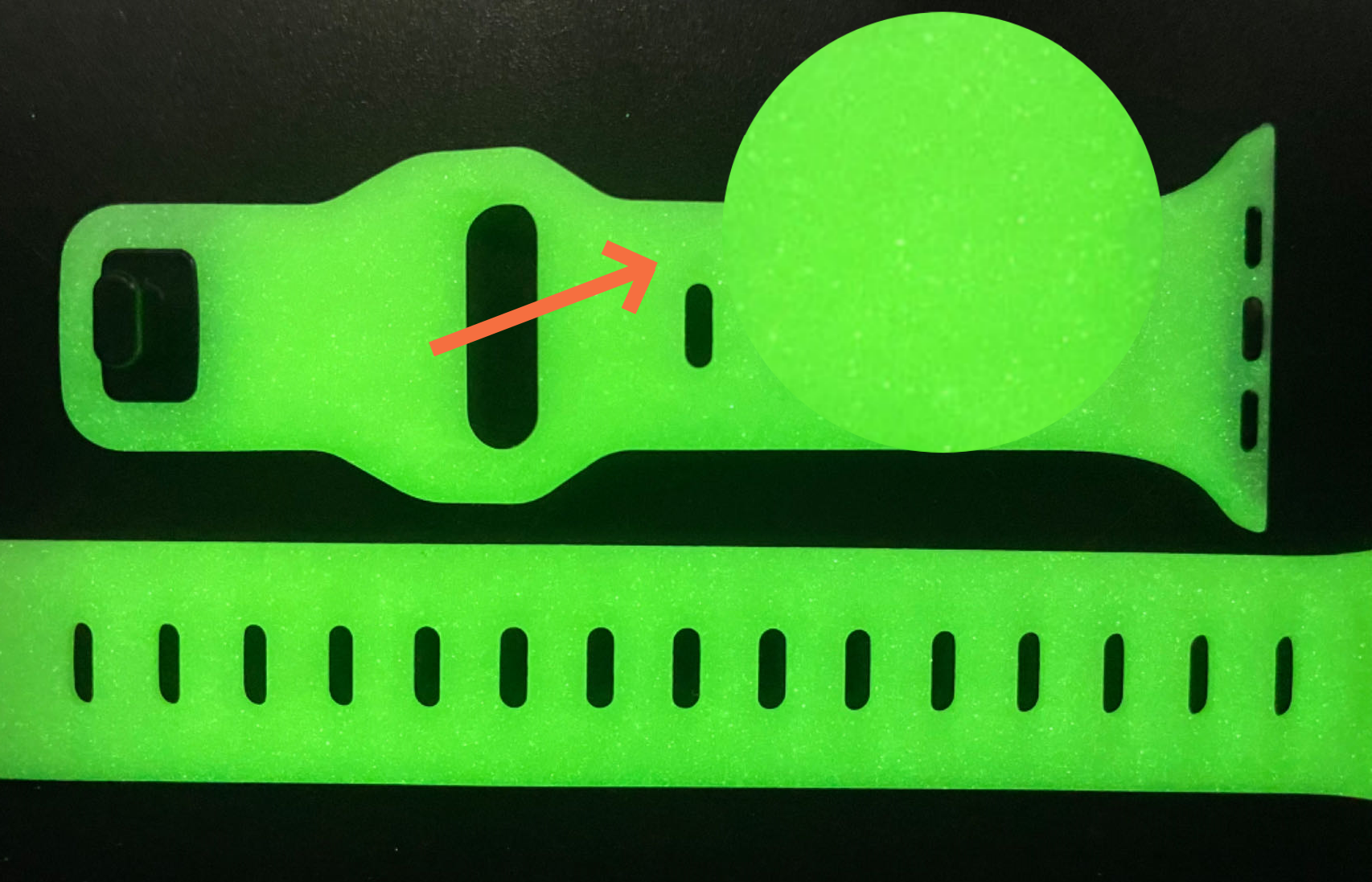
La dosis de 6% obviamente conduce a un problema de ennegrecimiento, pero 3% y 5% son aún peores. Es ilógico.
Casos y Propósitos:
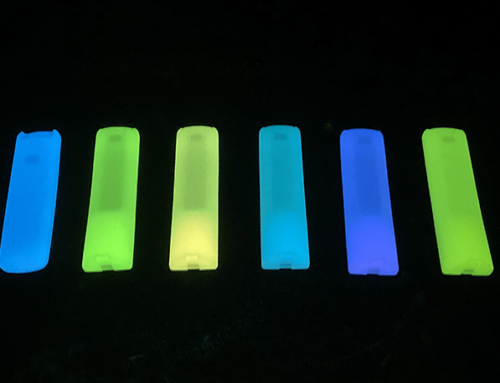
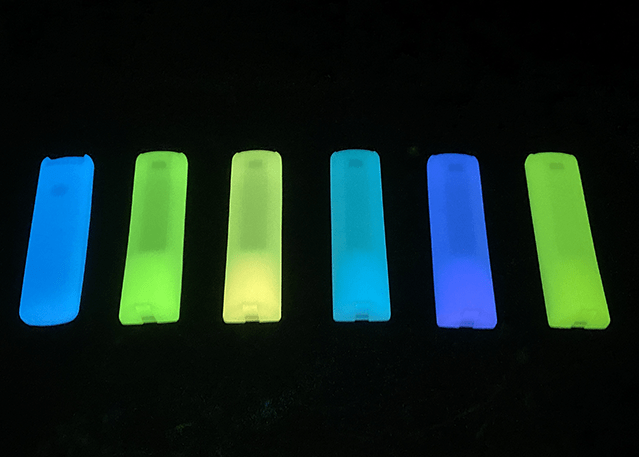
Moldeo por inyección con 5 dosis diferentes de pigmento que brilla en la oscuridad, para encontrar la más adecuada.

Análisis y soluciones:
En el proceso de moldeo por inyección de plástico, el uso de pigmentos que brillan en la oscuridad, que provocan el ennegrecimiento del producto, es un problema común. Esto ocurre porque las partículas del pigmento son bastante duras y pueden eliminar fácilmente las impurezas metálicas de las paredes internas y los tornillos debido a la fricción, lo que provoca el ennegrecimiento del producto. Además, estas impurezas también pueden oscurecer parte de la luz, reduciendo el brillo del producto.
Normalmente, cuanto mayor sea la proporción añadida de pigmento que brilla en la oscuridad, más propenso será el producto a ennegrecerse. Sin embargo, en este caso, los productos con concentración de pigmento 3% y 5% terminaron más oscuros que aquellos con 6%, fenómeno lógicamente inconsistente, causando confusión al cliente.
De hecho, el ennegrecimiento del producto está relacionado no sólo con la proporción de pigmento que brilla en la oscuridad añadido, sino también significativamente con el estado del equipo de producción. Incluso si el mismo cliente utiliza la misma proporción del mismo pigmento, diferentes máquinas de moldeo por inyección pueden producir productos de buena calidad o ennegrecidos. Esto se debe a diferencias en los ajustes internos de las máquinas de inyección, como el tamaño del espacio y el espaciado entre componentes, que afectan la magnitud de la fricción encontrada. Las máquinas que generan mayor fricción producen naturalmente productos que son más propensos a ennegrecerse.
Al recibir comentarios del cliente, inmediatamente consideramos las posibles diferencias en la configuración del equipo. Después de investigar, se descubrió que las muestras con concentraciones de 2%, 4% y 6% se produjeron en un lote con una sola máquina, mientras que las concentraciones de 3% y 5% se produjeron en un segundo lote con otra máquina. Por lo tanto, recomendamos al cliente que pruebe las concentraciones de 3% y 5% en la primera máquina y las compare con las otras tres para obtener una comparación significativa. El cliente entendió nuestro consejo y lo aceptó felizmente.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Deja un comentario