
Tempo: Março de 2024
Fenômeno Gerado:
A dosagem de 6% obviamente leva ao problema de escurecimento, mas 3% e 5% são ainda piores. É ilógico.
Casos e Propósitos:
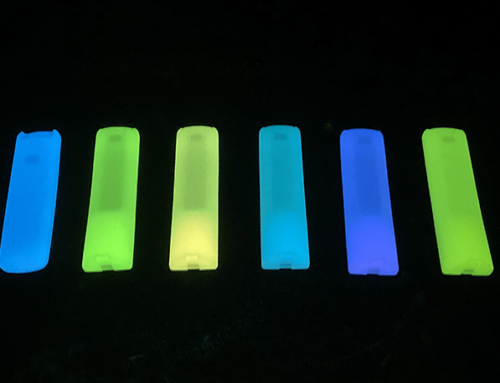
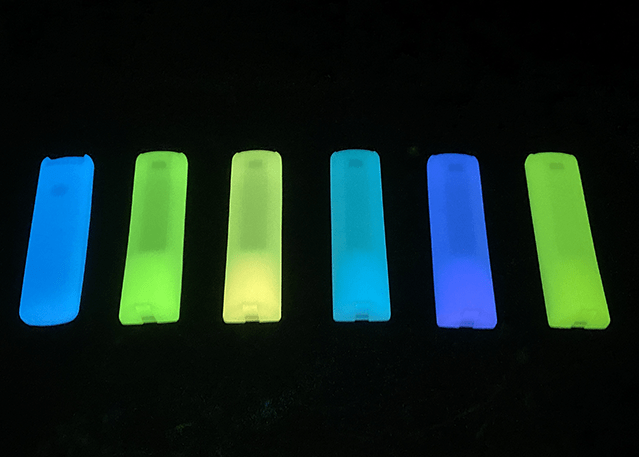
Moldagem por injeção por 5 dosagens diferentes de pigmento que brilha no escuro, para descobrir a mais adequada.

Análise e Soluções:
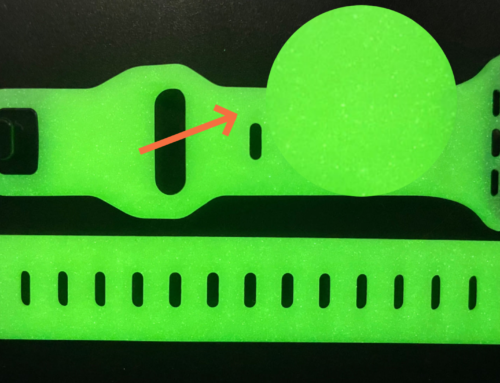
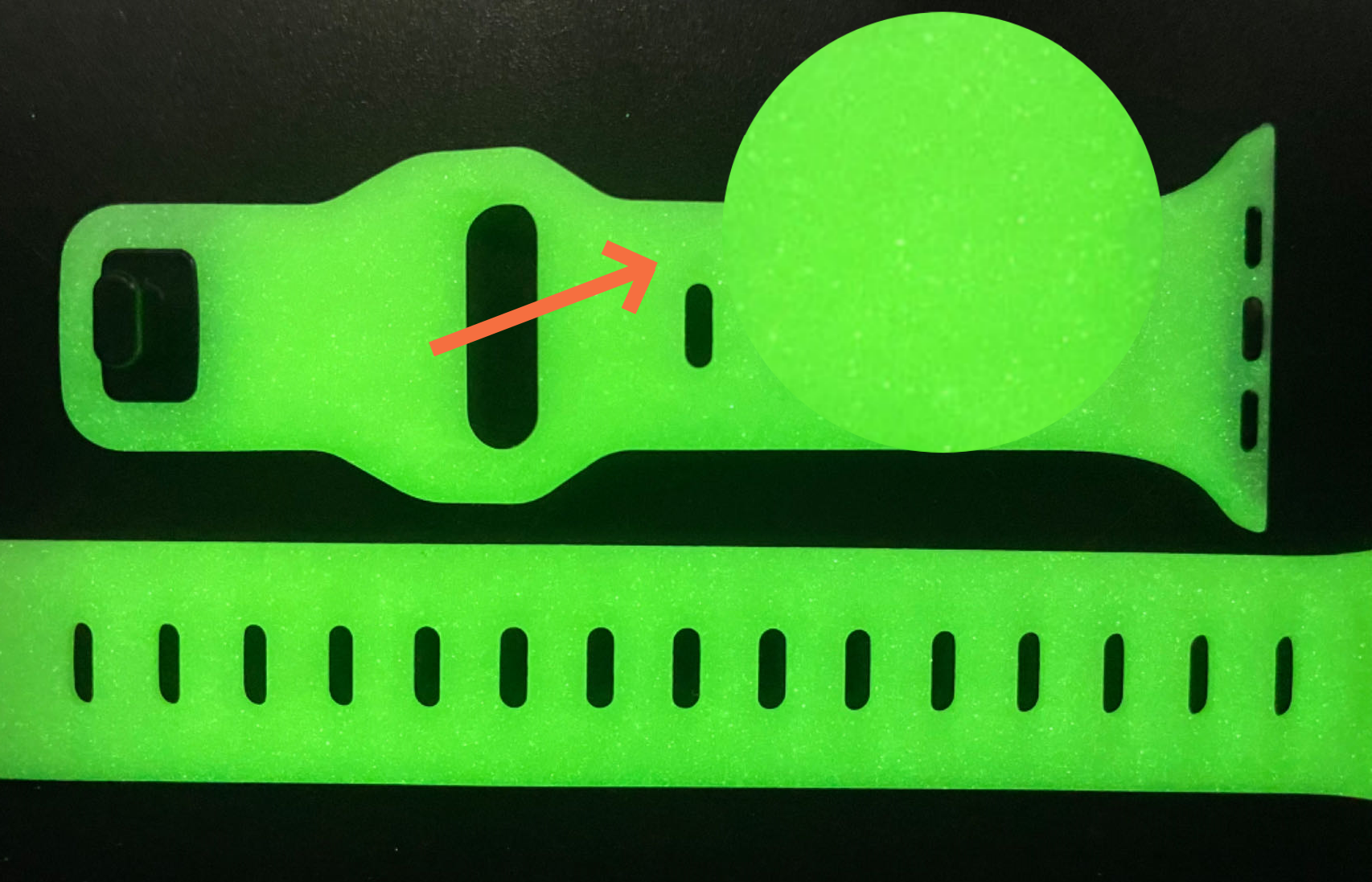
No processo de moldagem por injeção de plástico, o uso de pigmentos que brilham no escuro, causando escurecimento do produto, é um problema comum. Isso ocorre porque as partículas do pigmento são bastante duras e podem facilmente remover impurezas metálicas das paredes internas e dos parafusos devido ao atrito, levando ao escurecimento do produto. Além disso, essas impurezas também podem obscurecer parte da luz, reduzindo o brilho do produto.
Normalmente, quanto maior a proporção de pigmento que brilha no escuro adicionado, mais propenso o produto fica ao escurecimento. Porém, neste caso, os produtos com concentração de pigmentos 3% e 5% acabaram ficando mais escuros que aqueles com 6%, fenômeno logicamente inconsistente, causando confusão ao cliente.
Na verdade, o escurecimento do produto está relacionado não apenas com a proporção de pigmento que brilha no escuro adicionado, mas também significativamente com a condição do equipamento de produção. Mesmo que o mesmo cliente utilize a mesma proporção do mesmo pigmento, diferentes máquinas injetoras podem produzir produtos de boa qualidade ou enegrecidos. Isto se deve a diferenças nas configurações internas das máquinas injetoras, como o tamanho do espaço e o espaçamento entre os componentes, afetando a magnitude do atrito encontrado. Máquinas que geram maior atrito produzem naturalmente produtos mais propensos ao escurecimento.
Ao receber o feedback do cliente, consideramos imediatamente as possíveis diferenças nas configurações do equipamento. Após indagação, constatou-se de fato que as amostras com concentrações de 2%, 4% e 6% foram produzidas em um lote com uma única máquina, enquanto as concentrações de 3% e 5% foram produzidas em um segundo lote com outra máquina. Portanto, recomendamos ao cliente testar as concentrações 3% e 5% na primeira máquina e compará-las com as outras três para uma comparação significativa. O cliente entendeu nosso conselho e o aceitou com alegria.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Deixe um comentário