
時間: 2024 年 3 月
生成現象:
6%用量明顯會導致變黑問題,但3%和5%更嚴重。這是不合邏輯的。
案例及目的:
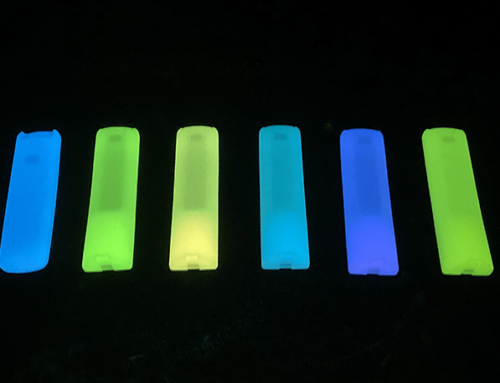
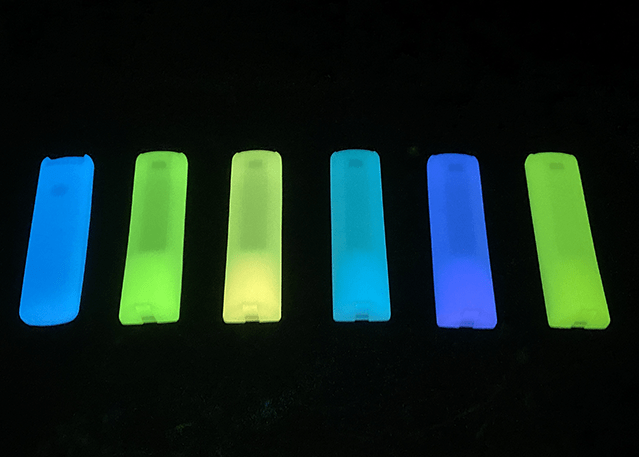
透過 5 種不同劑量的夜光顏料注塑成型,找出最適合的一種。

分析及解決方案:
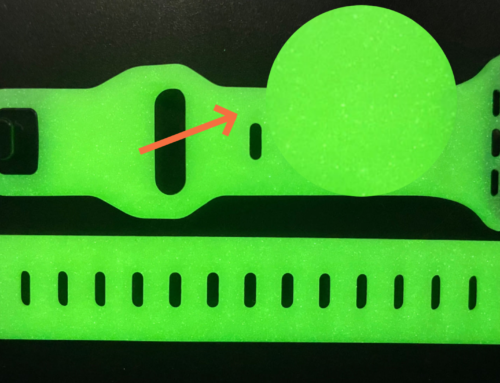
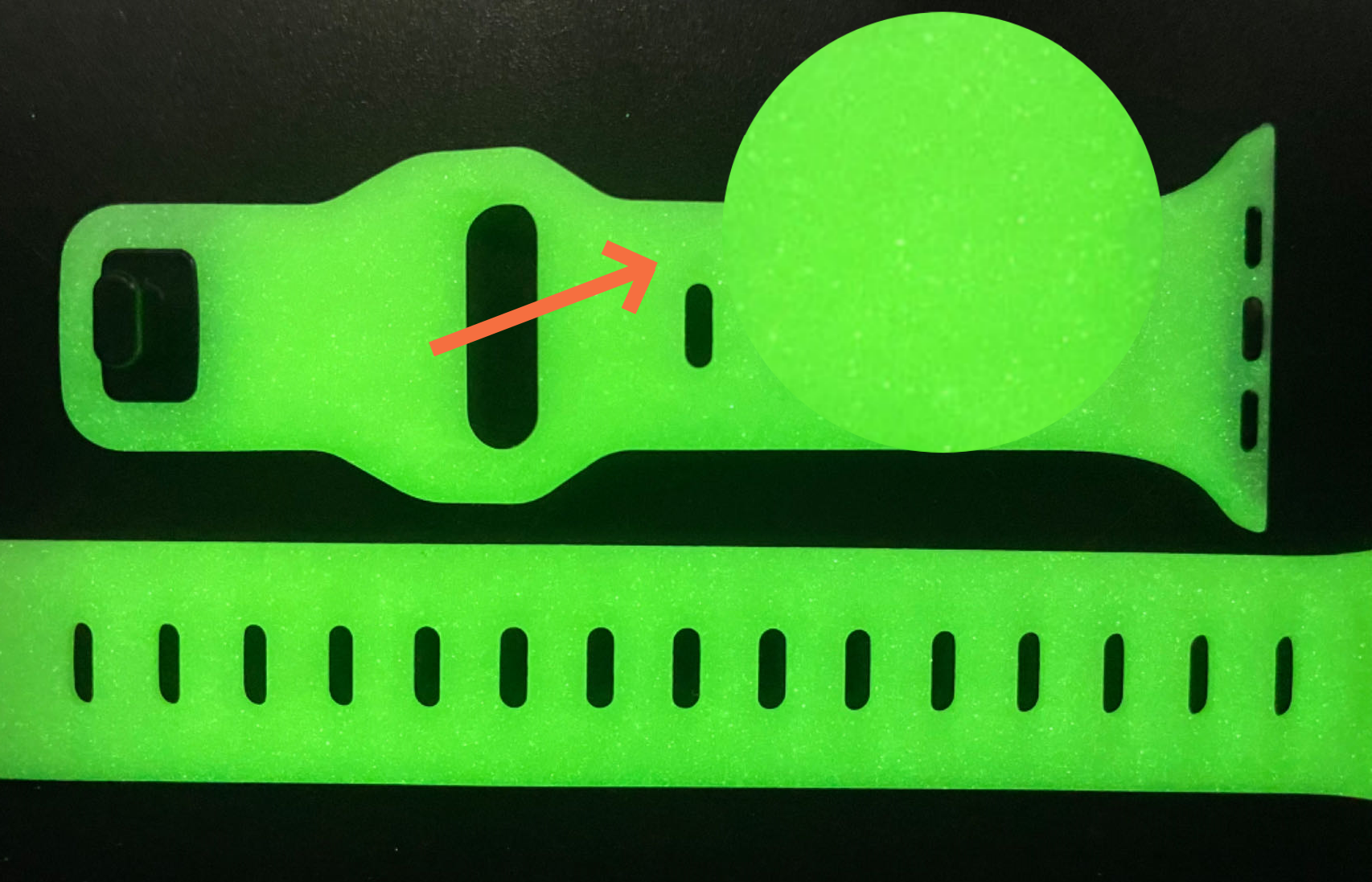
在塑膠射出成型過程中,使用夜光顏料導致產品發黑是常見問題。會出現這種情況是因為顏料顆粒比較硬,容易因摩擦而磨掉內壁和螺絲上的金屬雜質,導致產品變黑。此外,這些雜質也會遮擋部分光線,降低產品的發光亮度。
通常,夜光顏料的添加比例越高,產品就越容易變黑。然而,在本例中,3%和5%顏料濃度的產品最終比6%的產品顏色更深,這是邏輯上不一致的現象,從而給客戶帶來困惑。
事實上,產品發黑不僅與夜光顏料的添加比例有關,而且與生產設備的狀況也有很大關係。即使同一客戶使用相同比例的相同顏料,不同的注塑機也可能生產出品質不佳或發黑的產品。這是由於注射機內部設定的差異,例如空間大小和零件之間的間距,影響了所遇到的摩擦力的大小。產生更大摩擦力的機器自然會生產出更容易變黑的產品。
在收到客戶的回饋後,我們立即考慮了設備設定的潛在差異。經詢問,確實2%、4%、6%濃度的樣品是用一台機器生產的一批,而3%和5%濃度的樣品是用另一台機器生產的第二批。因此,我們建議客戶在第一台機器上嘗試3%和5%濃度,並與其他三台機器進行比較,以進行有意義的比較。客戶了解我們的建議並愉快地接受了。




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
發表評論